Since the invention of the railway, many welding procedures have been used to find the best one. Hans Goldschmidt first used modern thermite rail welding in the mid-1890s. Another project was to use high purity chromium and magnesium using rail welding with thermite reaction. The first railway line was welded in Essen, Germany, in 1899, and termite-welded railways became more common due to new high-speed electricity and the additional wear and tear installed by high-speed rail. She was more reliable. Some of the early adopters of this process were the cities of Darden, Leeds, and Singapore.  In 1904, Goldsmith, nicknamed Goldsmith-Thermite, founded a company in New York to expand the use of North American railroads. In 1904, George E. Pellissier, a student in the engineering department at Worcester Polytechnic, who followed Goldschmidt's work, founded a new company in Massachusetts. Pellissier first used this process on August 8, 1904, to oversee the installation of railroad tracks in the United States and continued as engineer and supervisor on the early development of welds. Not all rail welds today are made using thermite welding, but it is still the standard operating method.
In 1904, Goldsmith, nicknamed Goldsmith-Thermite, founded a company in New York to expand the use of North American railroads. In 1904, George E. Pellissier, a student in the engineering department at Worcester Polytechnic, who followed Goldschmidt's work, founded a new company in Massachusetts. Pellissier first used this process on August 8, 1904, to oversee the installation of railroad tracks in the United States and continued as engineer and supervisor on the early development of welds. Not all rail welds today are made using thermite welding, but it is still the standard operating method.
Rail Welding Process
In the thermite method and process, the ends of the rails are typically clean, flat, and smooth next to each other. The distance between the bars is 25 mm (1 inch). The distance between the bar’s ends ensures good welding results by pouring molten steel into the weld. If the weld fails, they can cut the end of the rail to 75 mm (3 inches), remove the end of the melted and damaged rail, make a new weld with a special mold and load an additional load against thermites. Two or three hard sand molds are attached to the end of the rail, and a burner with the appropriate heat capacity is used to preheat the end of the rail and the inside of the mold. Place an appropriate amount of thermite in a heavy heating vessel containing metal ingots. When the bar reaches a sufficient temperature, the thermite will ignite, and the reaction is complete (enough time to melt each ingot and mix properly). Then press the bottom of the container where the metal is melted. The molten steel enters the mold, and the end of the rail fusion together and forms a weld. Slag is lighter than steel, so it gets out from the bottom vessel into the metal pool, and when it gets cooler, it is separated. The whole process must be cooled to remove the mold and clean the weld with a hot grinder and crusher to form a smooth joint.  Depending on the size of the rail and the ambient temperature, the average time this process takes until a train can pass the rail is approximately 45 minutes to over an hour. The rail steel must be cooled below 370 °C (700 °F) before it can support the locomotive load. When using the thermite process for welding railway track circuits, copper alloys with graphite molds are used to connect the wires to the rails. Copper alloys do not get as hot as steel alloys used for rail welding, so that graphite molds can be reused many times. In the signal link, the molten copper volume is very small, about 2cc (0.1cm); the matrix slowly closes to the rail and simultaneously holds the signal wire. The welding load can reach 13 kg (29 lb) with rail welding. Hardened blast molds are heavy and massive and should be placed safely in a very special place and exposed to intense heat for a few minutes before loading.
Depending on the size of the rail and the ambient temperature, the average time this process takes until a train can pass the rail is approximately 45 minutes to over an hour. The rail steel must be cooled below 370 °C (700 °F) before it can support the locomotive load. When using the thermite process for welding railway track circuits, copper alloys with graphite molds are used to connect the wires to the rails. Copper alloys do not get as hot as steel alloys used for rail welding, so that graphite molds can be reused many times. In the signal link, the molten copper volume is very small, about 2cc (0.1cm); the matrix slowly closes to the rail and simultaneously holds the signal wire. The welding load can reach 13 kg (29 lb) with rail welding. Hardened blast molds are heavy and massive and should be placed safely in a very special place and exposed to intense heat for a few minutes before loading. 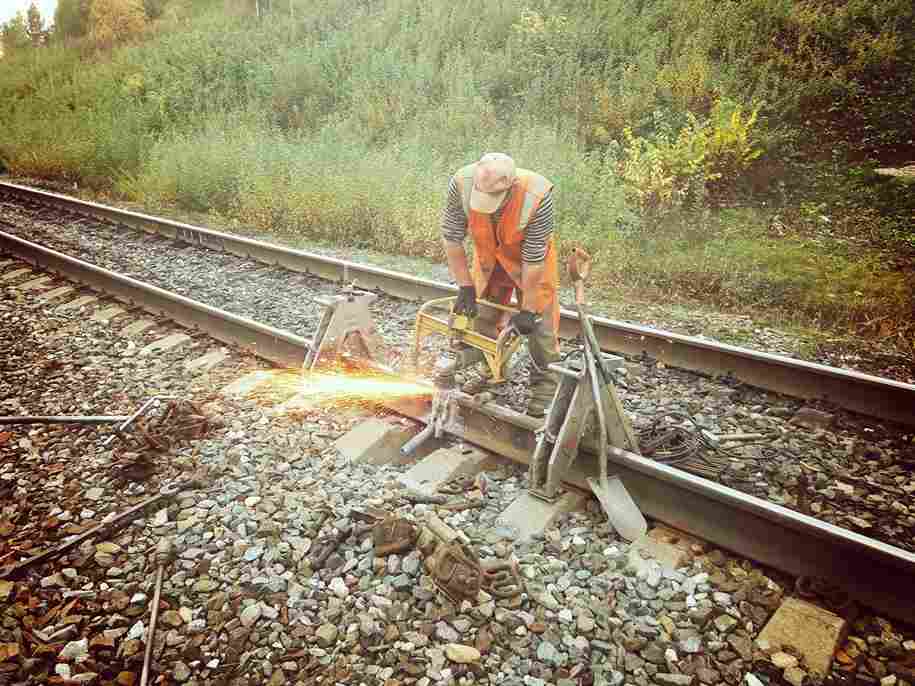 When welding runs, it is necessary to consider the steel's vertical expansion and contraction. Often the current method is to use seal bars on high-speed lines to protect joints and corrugations from excessive stress by reducing the number of joints. The rails are stressed more minor than the ambient temperature at specific temperatures. "Neutral" temperatures vary with local weather conditions due to winter minimums and summer maximums.
When welding runs, it is necessary to consider the steel's vertical expansion and contraction. Often the current method is to use seal bars on high-speed lines to protect joints and corrugations from excessive stress by reducing the number of joints. The rails are stressed more minor than the ambient temperature at specific temperatures. "Neutral" temperatures vary with local weather conditions due to winter minimums and summer maximums.
Welding Rails Using the Flash Butt Method
When the flash butt welding method is used for welding rails, the first step is to place the two ends of the rail face to face. Connect the power supplies, so the rail sections are close together and reach the local contacts. These contacts get heated by resistance (because they generate a flash), causing their terminal components to melt. When the set temperature reaches a certain depth within a specific range, a force is quickly applied to complete the weld of the rail. Advantages of Rail Flush Butt Welding The flash butt or flash butt welding features a high degree of automation, stable operation, and excellent welding quality. The welded joint of the rail is pressed with a wrought iron structure, and the rigidity of the joint is high; it has mechanical properties close to the base metal, and the production efficiency is high.  This material is mainly used for factory or center rail welding and some for steel unit rail welding. Disadvantages of Flash Butt Rail Welding Flash butt rail welding is expensive, the investment is huge, the equipment is complex, and it is needed to provide a strong power source and diesel generator. Welding process parameters are more difficult to adjust. At the same time, the rails burn badly during the flash welding process.
This material is mainly used for factory or center rail welding and some for steel unit rail welding. Disadvantages of Flash Butt Rail Welding Flash butt rail welding is expensive, the investment is huge, the equipment is complex, and it is needed to provide a strong power source and diesel generator. Welding process parameters are more difficult to adjust. At the same time, the rails burn badly during the flash welding process.
Welding of Rails Under Gas Pressure
Gas pressure welding uses the gaseous fuel's thermal energy to heat the rails' ends. The ends of the rails get melted or plastic form, then special pressure is applied to connect the parts and complete the welding of the rails. Advantages of Gas Pressure Welding Investment in gas rail welding by the gas pressure method requires less, shorter welding time, and excellent welding quality. This method is mainly used for welding joints in the workplace.  This method reduces the burning of steel railings. Disadvantages of Gas Pressure Welding The requirements for welding under gas pressure at the conductors during welding are stringent. The welding process is affected by many human factors. The quality of welded joints is constantly changing and difficult to control.
This method reduces the burning of steel railings. Disadvantages of Gas Pressure Welding The requirements for welding under gas pressure at the conductors during welding are stringent. The welding process is affected by many human factors. The quality of welded joints is constantly changing and difficult to control.
Thermite Welding of Rails
Thermite welding of rails uses aluminum oxide and iron (including additives) to cause a redox reaction at a specific temperature. The liquid metal is sent into a particular mold at a high temperature where the two ends of the welded rail melt and came into contact. Advantages of Thermite Stick Welding Rail thermite welding has simple equipment, easy operation, low manufacturing cost, good joint appearance, and short span. Thermite rail welding is particularly suitable for repairing damaged steel rails. Disadvantages of Thermite Welding of Rails Thermite rail welds have low strength, poor quality, fast failure rates, and poor overall performance.
Rail Welding by Arc Welding
A welding rod or wire is used in arc welding to melt the steel rail. Arc heat is used in the loop to fill gaps in the joints. This heat shapes the end of the rod into the desired shape. As the rod cools, a welding joint forms. It is a fusion welding method. Advantages of Arc Welding Using the correct set of welding rods and wires can cause excellent performance bainite with arc-welded rail connections. The overall performance of welded joints can reach the surface of the base metal and improve the tensile strength and wear resistance. Disadvantages of Arc Welding Currently, the electric arc welding method is not widely used.
0
0