The most consumable and used product in the welding industry is a flux which is used for a coated electrode or rod, and its production is very important. A flux coating is a layer of a chemical that functions as a flow agent, a cleaning agent, or a purifying agent. It is also known as a flux layer. The coating is applied to electric welding rods, and it serves multiple purposes thanks to its application. It helps remove impurities from the weld pool while also protecting the weld pool and the solid metal from the contamination that can be caused by the atmosphere. In the process of welding, a mixture of carbonate and silicate minerals known as "welding flux" is used to protect the weld from the effects of the surrounding atmosphere.  When the heat from the weld zone reaches the flux, the flux begins to melt and outgas when it reaches that temperature. The gases that are produced displace the gas in the atmosphere, so inhibiting oxidation (and reactions with nitrogen). Fluxes are produced using a variety of organic and inorganic components, including but not limited to ammonium chloride, resin acids, zinc chloride, borax, and hydrochloric acid, among others. However, many fluxes also contain powdered alloyed metals to assist welds in acquiring specific mechanical qualities like hardness, tensile strength, and so forth. The electrode, which also functions as the filler metal, melts together with the metals that are going to be welded together. For instance, in standard electric arc welding, the consumable electrode is the filler metal welding rod, and it contains a flux that helps produce a barrier to prevent any pollution from reaching the weld. Today's welding processes require the use of coated electrodes because the flux that is coated on the core wire contains a unique component that safeguards the arc as well as the weld metal as it goes through a variety of phases, including liquid action and solidification, during the welding process. The manufacturing method for welding flux consists of the following stages: dry and wet mixing in accordance with a formula; granulating; pre-baking; sifting; and baking. The grain size of the finished product as well as the form and condition of the components will be different for each type of welding flux.
When the heat from the weld zone reaches the flux, the flux begins to melt and outgas when it reaches that temperature. The gases that are produced displace the gas in the atmosphere, so inhibiting oxidation (and reactions with nitrogen). Fluxes are produced using a variety of organic and inorganic components, including but not limited to ammonium chloride, resin acids, zinc chloride, borax, and hydrochloric acid, among others. However, many fluxes also contain powdered alloyed metals to assist welds in acquiring specific mechanical qualities like hardness, tensile strength, and so forth. The electrode, which also functions as the filler metal, melts together with the metals that are going to be welded together. For instance, in standard electric arc welding, the consumable electrode is the filler metal welding rod, and it contains a flux that helps produce a barrier to prevent any pollution from reaching the weld. Today's welding processes require the use of coated electrodes because the flux that is coated on the core wire contains a unique component that safeguards the arc as well as the weld metal as it goes through a variety of phases, including liquid action and solidification, during the welding process. The manufacturing method for welding flux consists of the following stages: dry and wet mixing in accordance with a formula; granulating; pre-baking; sifting; and baking. The grain size of the finished product as well as the form and condition of the components will be different for each type of welding flux. 
Production of consumable flux for welding
The consumable equipment for welding, like a flux used for coating rods and electrodes, is very important and its production has some specific steps. The welding flux production process includes the following steps: dry and wet mixing, granulation, pre-baking, screening, and recipe-based baking. The grain size of the final product and the shape condition of the components will vary with each welding flux. Submerged arc welding was discovered in 1935 by Jones and Kennedy. This welding can be carried out in semi-automatic mode or in automatic mode. But in general, this surfactant can work in automatic mode. The submerged arc welding method is specific and extremely adaptable. This type of welding involves organizing an arc between workpieces along with a continuously supplied electrode. A layer of powder flux forms a protective gas shield, as well as slag to protect the welding zone. The arc can be submerged under the flux layer and not be noticeable at all during the welding process. The quality of the weld is largely dependent on the quality of the flux for submerged arc welding. Raw materials for the production of welding fluxes include dry powder, binder, and water. Dried raw materials are fed into the mixer by suction according to the instructions of the PLC system. In the absence of equipment for pouring dry powders, it is also possible to manually weigh the raw materials and transfer them to the mixer personnel. The required binders are fed from the storage tanks to the mixer by means of a liquid transfer system. Similarly, water has the same process. 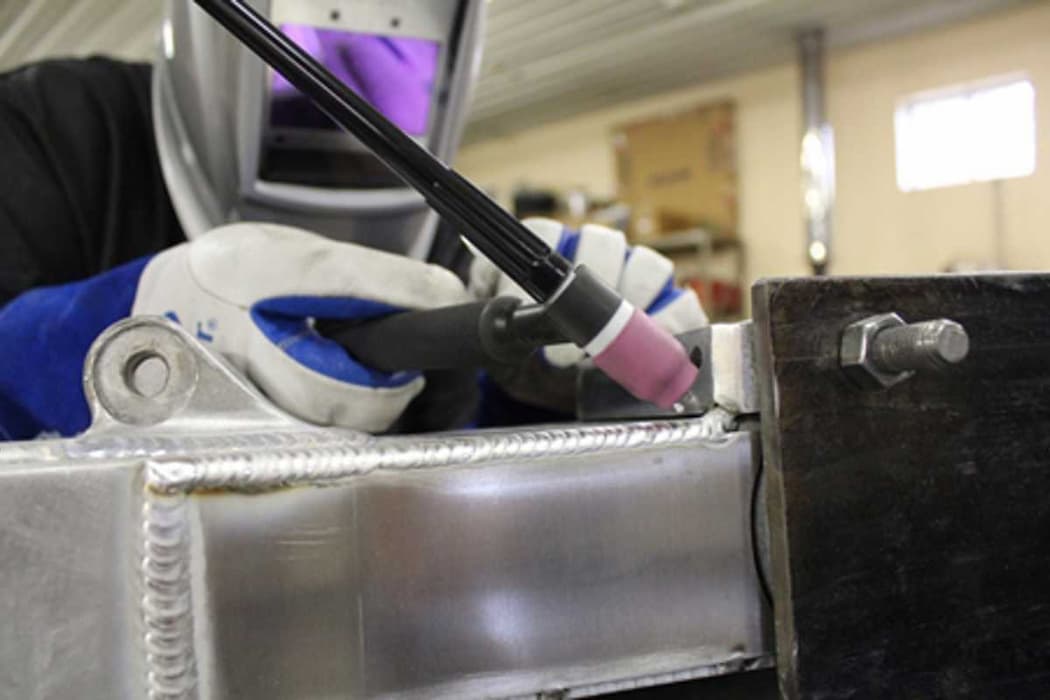 Due to the priority of loading material into the mixer, the dry powder should be placed in the mixing stage first, then wet mixing will be performed by adding water and a binder. The mixer is designed to adjust the angle of the surface. This capability is important because the initial granulation and grain size after dry mixing and wet mixing are achieved by decreasing or increasing the angle of the mixer. The next important point is the rotation of the mixer bowl in the opposite direction of the mixer blade due to the correct movement of the powder. In addition, a scraper blade is provided to remove material from the wall and prevent it from sticking to the inner body of the faucet. Mixing time, bowl angle, blade speed, and other parameters follow instructions and are controlled by PLC. The main function of this equipment is powder granulation. Depending on the technical details, changing the granulation angle can affect the powder size. The granulation angle is directly related to grain size. In addition, the input load and rotation speed also have a direct effect on the grain size. The rotary kiln is responsible for the initial heating and dehumidification of the powder to remove physical water and other volatile compounds at low temperatures. The working temperature of this equipment is in the range of 80 to 300°C and has a spiral and annular inner surface for powder extraction. The end of the furnace has special geometry to conserve and transfer the flow. The length of the furnace is about 5-6 meters. This gas furnace is heated by torches located in different places. Due to the screw structure inside the spiral and the vibration force applied by the two motors, the granulation process is applied to the powder, and it takes longer to move to the next step. Before the last baking step, we need a stop condition for the next steps. The advantage of this method is that the flux can be stored before it enters the final firing. This will allow you to plan the timing and subsequent stages of the operation of the furnace. The operating temperature of the rotary oven is between 700 and 850°C. The structure is similar to a preheating furnace with a spiral wall and heat transfer through different places. The end of the oven has a special geometry that keeps it in place and overflows. Another important factor is the baking time, according to the baking instructions, the time will be in the range of 45 minutes to 1 hour. The flux removed from the baking oven will then move along the conveyor to the last section of the sieve. This conveyor is equipped with a cold water supply system to lower the temperature and a vibration system to move the powder to the final stage and prepare for quality testing and standards.
Due to the priority of loading material into the mixer, the dry powder should be placed in the mixing stage first, then wet mixing will be performed by adding water and a binder. The mixer is designed to adjust the angle of the surface. This capability is important because the initial granulation and grain size after dry mixing and wet mixing are achieved by decreasing or increasing the angle of the mixer. The next important point is the rotation of the mixer bowl in the opposite direction of the mixer blade due to the correct movement of the powder. In addition, a scraper blade is provided to remove material from the wall and prevent it from sticking to the inner body of the faucet. Mixing time, bowl angle, blade speed, and other parameters follow instructions and are controlled by PLC. The main function of this equipment is powder granulation. Depending on the technical details, changing the granulation angle can affect the powder size. The granulation angle is directly related to grain size. In addition, the input load and rotation speed also have a direct effect on the grain size. The rotary kiln is responsible for the initial heating and dehumidification of the powder to remove physical water and other volatile compounds at low temperatures. The working temperature of this equipment is in the range of 80 to 300°C and has a spiral and annular inner surface for powder extraction. The end of the furnace has special geometry to conserve and transfer the flow. The length of the furnace is about 5-6 meters. This gas furnace is heated by torches located in different places. Due to the screw structure inside the spiral and the vibration force applied by the two motors, the granulation process is applied to the powder, and it takes longer to move to the next step. Before the last baking step, we need a stop condition for the next steps. The advantage of this method is that the flux can be stored before it enters the final firing. This will allow you to plan the timing and subsequent stages of the operation of the furnace. The operating temperature of the rotary oven is between 700 and 850°C. The structure is similar to a preheating furnace with a spiral wall and heat transfer through different places. The end of the oven has a special geometry that keeps it in place and overflows. Another important factor is the baking time, according to the baking instructions, the time will be in the range of 45 minutes to 1 hour. The flux removed from the baking oven will then move along the conveyor to the last section of the sieve. This conveyor is equipped with a cold water supply system to lower the temperature and a vibration system to move the powder to the final stage and prepare for quality testing and standards. 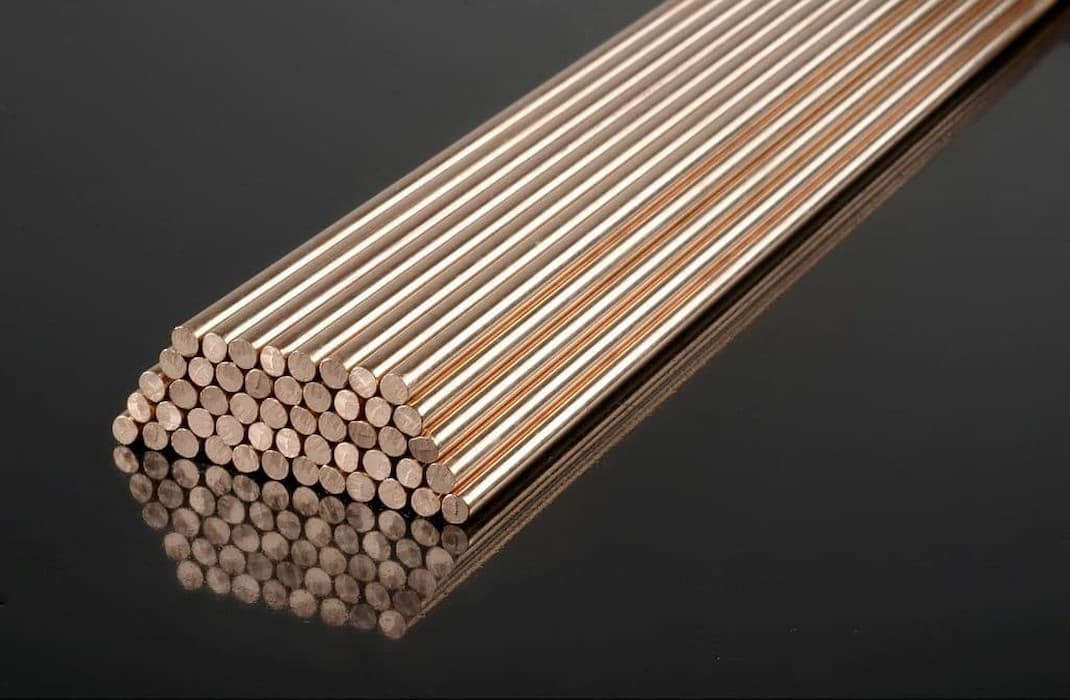
Flux coated rod
These days, welders use a flux and powder coated electrode or rod. The welding electrode or rod is a metal wire surrounded by a powder and flux coating. The reason for using flux-coated electrodes is to act as an insulator to increase arc stability during the welding process, as well as to create a gas gradient and floating slag on the weld surface during welding. The electrode serves to fill the connection space between the two surfaces to be welded. Electrode associated with wire type:
- Stainless steel wire electrode
- Mild steel wire electrode
- Nickel wire electrode
- Welding electrode with aluminum wire
Electrodes in relation to flux coating:
- Welding electrodes with alkaline coating
- Tarantula electrode
- Welding electrode Tarantula with iron powder
- Cellulose electrode
An uncoated electrode was more useful than a fused electrode, but because of the weld, it was not as pleasant to the touch and was not shock resistant.  After the introduction of coated electrodes, the problems of using uncoated electrodes were solved and made it possible to protect the weld metal and the arc from ambient air from the melting phase to freezing. It controls the appearance of the welding strip and, on the other hand, facilitates the welding process and reduces welding spatter, and the welding process is carried out at high speed. The type of flux coating on the electrode varies, but often consists of asbestos, cellulose, clay, and sodium oxide, which we will describe separately in this section: - Welding electrodes with alkaline coating The ingredients of this coating are calcium carbonate and a small amount of calcium fluoride. The cellulosic material is not used in the body of this type of electrode, so the weld of this type of electrode has a minimum amount of hydrogen in the weld. Another name for this electrode is the low hydrogen electrode. The application of this electrode is when welding low-alloy steels with high carbon content. This type of coating is an alkaline type designed for +DC polarity, the slag generated is lighter than the other two types and is used for all welding conditions. - Tarantula electrode These electrodes contain a large amount of titanium oxide, which makes welding possible in all conditions, and are widely used in conventional welding. This type of cover is a tarantula base that can be used for both AC and DC polarity and is commonly used for all welding positions such as Straight, overhead, oblique, etc. This type of cover enhances its ability to resist hot cracking, and due to the properties of stainless steel, this type of steel is easy to use for welding and provides a stable arc.
After the introduction of coated electrodes, the problems of using uncoated electrodes were solved and made it possible to protect the weld metal and the arc from ambient air from the melting phase to freezing. It controls the appearance of the welding strip and, on the other hand, facilitates the welding process and reduces welding spatter, and the welding process is carried out at high speed. The type of flux coating on the electrode varies, but often consists of asbestos, cellulose, clay, and sodium oxide, which we will describe separately in this section: - Welding electrodes with alkaline coating The ingredients of this coating are calcium carbonate and a small amount of calcium fluoride. The cellulosic material is not used in the body of this type of electrode, so the weld of this type of electrode has a minimum amount of hydrogen in the weld. Another name for this electrode is the low hydrogen electrode. The application of this electrode is when welding low-alloy steels with high carbon content. This type of coating is an alkaline type designed for +DC polarity, the slag generated is lighter than the other two types and is used for all welding conditions. - Tarantula electrode These electrodes contain a large amount of titanium oxide, which makes welding possible in all conditions, and are widely used in conventional welding. This type of cover is a tarantula base that can be used for both AC and DC polarity and is commonly used for all welding positions such as Straight, overhead, oblique, etc. This type of cover enhances its ability to resist hot cracking, and due to the properties of stainless steel, this type of steel is easy to use for welding and provides a stable arc.  Tartan welding electrode with iron powder or silicon oxide: In addition to tarantulas, this type of coating also includes silicon oxide or iron powder; the addition of silicon to the coating lifts the membrane that forms around the molten bath. This cap can be used with either AC or DC polarity. One of the main characteristics of this coating is to increase the resistance of the membrane to formation around stainless steels, which, when welded, have less fluidity or membrane than carbon steels. Cellulose electrode Most of this coating consists of cellulose (Cx Hy O2). The surface of this coating is uneven and this type of electrode is moisture absorbent, so the cellulosic material of this coating may be damaged. This type of electrode has very good mechanical properties. To do this, they are used for root welding in joints, but they can also be used for flow welding (due to the rapid solidification of the weld pool). On the other hand, when this material arcs and burns, the rise in temperature causes the release of hydrogen and oxygen, and these elements prevent harmful gases from entering the molten bath. For this reason, these electrodes are used in first pass welding in oil and gas transmission lines. Another advantage of using this type of electrode is the generation of high temperatures due to the combustion of hydrogen and oxygen, which leads to a doubling of the temperature of the molten pool zone, which also leads to penetration of the weld layer. Our brand's welding electrodes are authentic, constructed from materials of high quality, and packaged in a manner that is suitable for both commercial and professional use.
Tartan welding electrode with iron powder or silicon oxide: In addition to tarantulas, this type of coating also includes silicon oxide or iron powder; the addition of silicon to the coating lifts the membrane that forms around the molten bath. This cap can be used with either AC or DC polarity. One of the main characteristics of this coating is to increase the resistance of the membrane to formation around stainless steels, which, when welded, have less fluidity or membrane than carbon steels. Cellulose electrode Most of this coating consists of cellulose (Cx Hy O2). The surface of this coating is uneven and this type of electrode is moisture absorbent, so the cellulosic material of this coating may be damaged. This type of electrode has very good mechanical properties. To do this, they are used for root welding in joints, but they can also be used for flow welding (due to the rapid solidification of the weld pool). On the other hand, when this material arcs and burns, the rise in temperature causes the release of hydrogen and oxygen, and these elements prevent harmful gases from entering the molten bath. For this reason, these electrodes are used in first pass welding in oil and gas transmission lines. Another advantage of using this type of electrode is the generation of high temperatures due to the combustion of hydrogen and oxygen, which leads to a doubling of the temperature of the molten pool zone, which also leads to penetration of the weld layer. Our brand's welding electrodes are authentic, constructed from materials of high quality, and packaged in a manner that is suitable for both commercial and professional use. 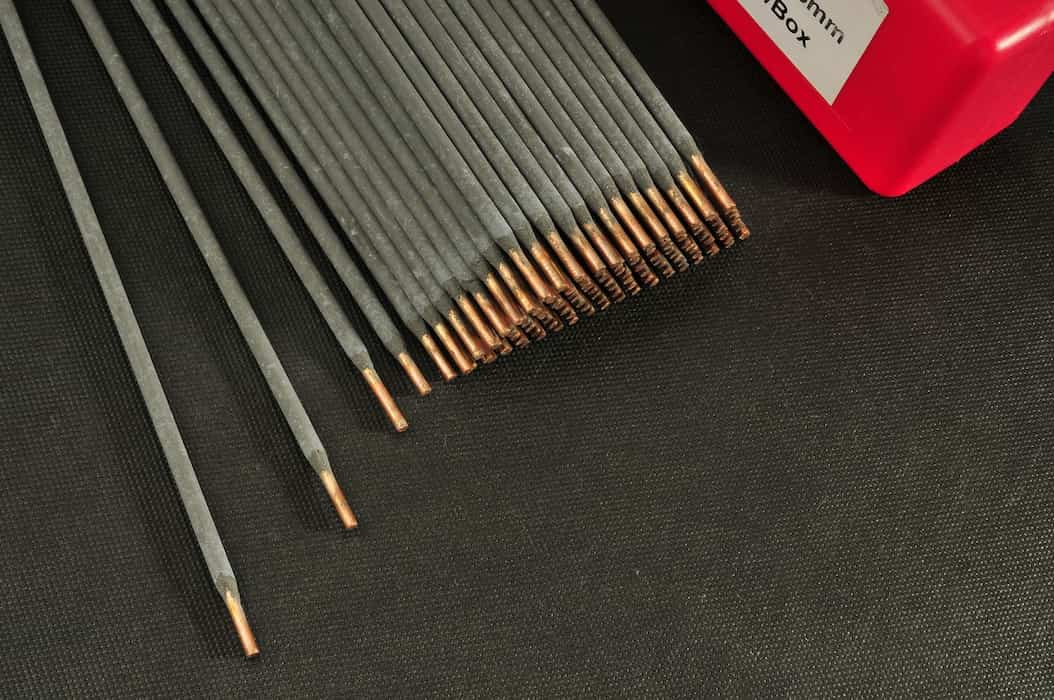 Clay, sodium oxide, and lime are some of the metals that are used in the production of our high-quality welding wire, which has also been appropriately coated. You can get in touch with the production departments and official representatives of online markets to purchase the most specialized and high-quality welding wire. Our company only produces authentic metal electrodes that are constructed from components of the highest possible quality and come in packaging suitable for both commercial and industrial use. Our solder wire has a protective coating and is fabricated from various metals, including steel, cast iron, and others. Our manufacturing company is a representative for welding electrodes, and we have a long history of specializing in the field of distribution and sale of all types of welding products, including electrodes, welding wires, cutting stones, and other related items. If you want to buy our best and highest-quality products, you may get in touch with us through the authorized owners of production units or through internet markets.
Clay, sodium oxide, and lime are some of the metals that are used in the production of our high-quality welding wire, which has also been appropriately coated. You can get in touch with the production departments and official representatives of online markets to purchase the most specialized and high-quality welding wire. Our company only produces authentic metal electrodes that are constructed from components of the highest possible quality and come in packaging suitable for both commercial and industrial use. Our solder wire has a protective coating and is fabricated from various metals, including steel, cast iron, and others. Our manufacturing company is a representative for welding electrodes, and we have a long history of specializing in the field of distribution and sale of all types of welding products, including electrodes, welding wires, cutting stones, and other related items. If you want to buy our best and highest-quality products, you may get in touch with us through the authorized owners of production units or through internet markets.
0
0