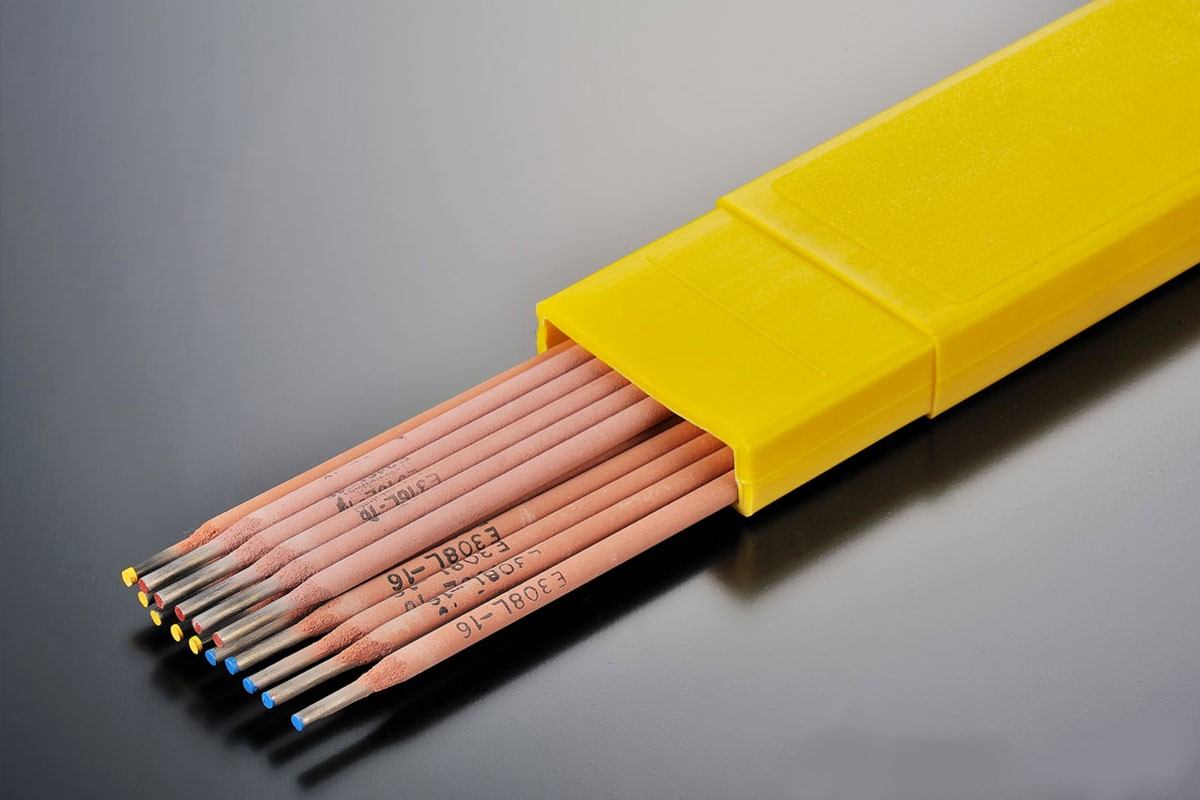
We use welding rods and electrodes whether they are bare or coated with powder in industry and both have some benefits, but coated electrodes are better vs to bare ones. A coated electrode is created by coating a welding wire, also known as a core wire, with flux material in a consistent manner. During the process of fluxing, approximately 20 millimeters of the electrode's length is stripped away so that it may be mounted into the electrode holder.
 Coated
Coated
It should come as no surprise that the flux material that is employed to cover the electrode is a poor electrical conductor. A filler metal electrode that is created as a wire, strip, or bar and does not have any coating or covering other than one that is incidental to its fabrication or preservation is referred to as a bare electrode. Welds that are regular, smooth, and clean can be produced with coated arc electrodes because these electrodes reduce the amount of sulfur, oxides, and other sorts of impurities that are present in the base metal. In comparison to bare electrodes, the coated electrodes in this welder produce an electric arc that is steadier. This makes the welding process easier to control and cuts down on spattering. When heated, a coated electrode creates shield gas such as carbon dioxide, which can protect the molten metal from ambient oxygen, nitrogen, and hydrogen. This is an advantage that coated electrodes have over bare electrodes. The electrode is covered in a mixture of metals known as flux, which, as it decomposes, emits gases that prevent weld contamination, introduces deoxidizers to purify the weld, causes weld-protecting slag to form, improves the arc stability, and provides alloying elements to improve the quality of the weld. In comparison to the bare electrode, the coated electrode can withstand higher welding currents without being damaged. Because the flux forms a coating on the electrode, the electrode is insulated at its outer cover; as a result, this electrode can be used at higher welding currents without getting so hot that it turns red.
Powder coated electrodes benefits
The electrodes that have been coated with proper welding powder have some good benefits. Powder coating is a finishing method that is safe for the environment, in addition to being cost-effective. In comparison to other ways of finishing, this one is superior in terms of cleanliness, smoothness, and overall quality. In the field of metal welding, the fact that powder coating offers significant advantages should not come as a surprise. Electrode coatings should offer gas shielding for the arc, easy striking, and arc stability, a protective slag, good weld shape, and most importantly of all, a gas shield that consumes the surrounding oxygen and protects the molten weld metal. This is the most critical feature. The following are some of the benefits of powder coating:
- Durability
No matter what it is used for, if the component in question has been powder-coated, it will have an exceptionally high resistance to wear and tear.
Durability Powder-coated parts are known for their long-term durability, which contributes to the ease with which they may be maintained over a lengthy period of time.
- Cost Reductions in Both Time and Money
- Eco-Friendliness.
There are a number of benefits associated with using raw iron powder in electrode coatings or cored wires as an additive. Some of these benefits include increased productivity in addition to enhanced welding properties and improved weld metal quality. Shielded metal arc welding (SMAW), also known as manual metal arc welding (MMA) or stick welding informally, is a manual arc welding process that lays the weld using a consumable electrode coated in flux. Other names for this type of welding include shielded metal arc welding (SMAW) and manual metal arc welding (MMA). In order to create a weld metal of high quality that is equivalent to, and even superior to, the parent metal in terms of its mechanical properties, heavy-coated electrodes or shielded arc electrodes are utilized in the welding process. The use of basic coated electrodes makes it possible to weld in all three dimensions, predominantly using direct current DC+. Because of the relatively high purity of the weld metal, basic coated electrodes can be used even while welding on important projects.
Welding bare electrodes benefits
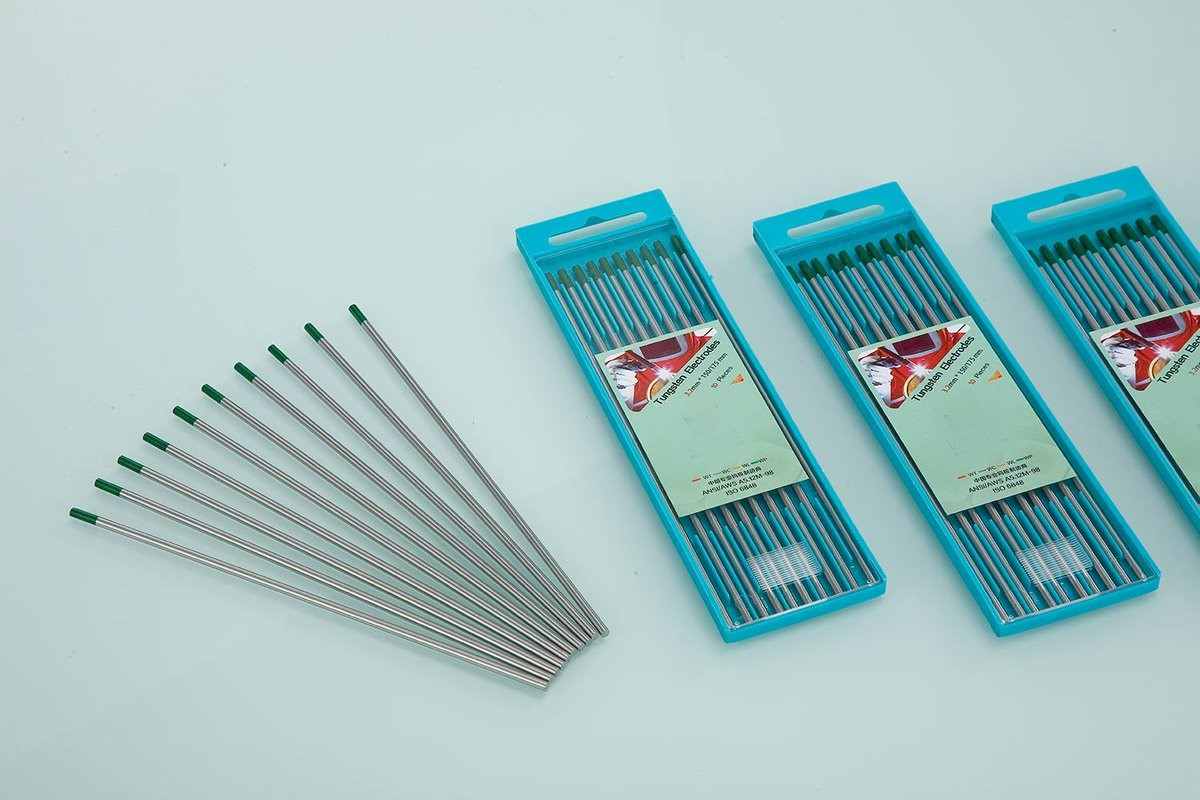
Bare or non-coated electrodes used in the welding industry, are electrodes that do not have as many benefits as coated electrodes, and they are without any coating and are typically used in situations where coated electrodes are not required for the task at hand. Automated submerged arc welding, using a gas-shielded arc or granular flux placed in an extensive mound over a joint, uses an uncoated or bare electrode in the welding process. These electrodes are not coated with flux anywhere on their surface. These electrodes are widely used in automatic and semi-automatic welding processes. Because these electrodes are so simple, the metal globules present on the electrode are transferred to the work piece where they are then exposed to the oxygen and nitrogen present in the air around them.  Because of this, some non-metallic elements are generated, and when the weld metal solidifies, these components are encapsulated therein. As a direct result, both the strength and ductility of the material suffer. For lower welding voltages you should use bare electrodes. Depending on the size of the electrodes, currents of 160 to 310 amperes are applied to them during use. When the electrode is connected to the negative pole of the power supply, the welding can be successfully completed with bare electrodes and a DC power source. Bare electrodes are inferior to lightly coated electrodes with a coating only a few tenths of a millimeter thick. Lightly coated electrodes are an improved form of bare electrodes. Lime is combined with soluble glass, which acts as a binder, to create this coating. The primary function of the light coating is to increase the stability of the arc, which is why it was developed in the first place. Therefore, another name for this coating is stabilized coating. This particular type of electrode offers excellent protection against oxidation of the weld. Compared to bare electrodes, they offer a multitude of advantages. Compared to bare electrodes, they require higher welding voltage but lower current during the process. These are used for welding tasks that are not required.
Because of this, some non-metallic elements are generated, and when the weld metal solidifies, these components are encapsulated therein. As a direct result, both the strength and ductility of the material suffer. For lower welding voltages you should use bare electrodes. Depending on the size of the electrodes, currents of 160 to 310 amperes are applied to them during use. When the electrode is connected to the negative pole of the power supply, the welding can be successfully completed with bare electrodes and a DC power source. Bare electrodes are inferior to lightly coated electrodes with a coating only a few tenths of a millimeter thick. Lightly coated electrodes are an improved form of bare electrodes. Lime is combined with soluble glass, which acts as a binder, to create this coating. The primary function of the light coating is to increase the stability of the arc, which is why it was developed in the first place. Therefore, another name for this coating is stabilized coating. This particular type of electrode offers excellent protection against oxidation of the weld. Compared to bare electrodes, they offer a multitude of advantages. Compared to bare electrodes, they require higher welding voltage but lower current during the process. These are used for welding tasks that are not required. 
Powder coated welding electrodes
Coated rods and electrodes with proper powder are still important in today's welding business, but their design has changed to meet new demands. Modern coated electrodes perform better, but filler metal manufacturers and their R&D teams can still improve on them. The iron particles stabilize the paste resulting in less scrap, less cracking and a better finish. Properly selected iron powder or iron powder mixture improves spatter levels, arc stability, slag separation capability and bead appearance. Chemical and physical parameters improve the mechanical properties of the weld metal. Electrode coatings should provide protection against arc gas, easy starting and stability of the arc, protective slag, good weld shape, and gas shielding that consumes oxygen and protects the molten weld metal. Depending on the coating, several types of electrodes are possible. Rutile and basic (low hydrogen) electrodes are important. Rutile coated electrodes are general purpose electrodes that are easy to control and provide excellent welding quality with durable characteristics. To obtain low-hydrogen properties, the moisture content of the main or low-hydrogen electrodes is reduced with a thick lime coating. Due to their excellent mechanical properties, base electrodes are often used for welding high-strength steel.  Low hydrogen electrodes can be used in areas with very limited access, such as in the final welding of seams between two transept rings. This electrode requires an experienced welder as it is more difficult to handle. Lower case, for example. B. Welding on the deck from above, in a horizontal vertical, or vertical position, for example. For example. Above or against the bulkhead and in the top position, for example, welding of the deck from below. Welding in any of these positions requires the correct electrodes, amperage, correct technique, and experience, especially for upright and overhead positions. Viscous welding slag prevents it from running down the front of the weld pool. Cellulose electrodes produce viscous slags. These coatings release hydrogen, which can lead to hydrogen cracking. The high cost of cathode materials and processing is a major obstacle to the large-scale application of lithium-ion batteries today. Further study of the functional principles of interfacial, synergistic interactions and their modification is required to improve the long-term cycle. Extended methods for describing operands are useful. 12,165-170 No single treatment can prevent corrosion of battery electrode surfaces and interface properties, so each material should be considered separately.
Low hydrogen electrodes can be used in areas with very limited access, such as in the final welding of seams between two transept rings. This electrode requires an experienced welder as it is more difficult to handle. Lower case, for example. B. Welding on the deck from above, in a horizontal vertical, or vertical position, for example. For example. Above or against the bulkhead and in the top position, for example, welding of the deck from below. Welding in any of these positions requires the correct electrodes, amperage, correct technique, and experience, especially for upright and overhead positions. Viscous welding slag prevents it from running down the front of the weld pool. Cellulose electrodes produce viscous slags. These coatings release hydrogen, which can lead to hydrogen cracking. The high cost of cathode materials and processing is a major obstacle to the large-scale application of lithium-ion batteries today. Further study of the functional principles of interfacial, synergistic interactions and their modification is required to improve the long-term cycle. Extended methods for describing operands are useful. 12,165-170 No single treatment can prevent corrosion of battery electrode surfaces and interface properties, so each material should be considered separately.
0
0